∆уШI(y®®)–¬¬Д
ƒƒ–©“тЋЎ‘м≥…њ…«ъУѕѕрƒzљ”о^µƒ ’њs
–≈ѕҐБн‘і: °°°°Хrйg:2015-11-12 8:26:45°° ШЋЇЮ£Їњ…«ъУѕѕрƒzљ”о^ њ…«ъУѕѕрƒzљ”о^ПSЉ“ њ…«ъУѕѕрƒzљ”о^ГrЄс
њ…«ъУѕѕрƒzљ”о^±√йy≈cє№µј‘OВд÷Ѓйgµƒ№Ы–‘љ”о^,£ђ”–Ї№Ї√µƒЬp’рЬp‘л,£ђ—aГФ„ч”√,£ђ…ъЃa(ch®£n)є§ЋЗЊЂ’њ,°£µЂ‘Џ…ъЃa(ch®£n)я^≥ћ÷–“≤Хю≥цђF(xi®§n)Ї№ґаЖЦо},£ђљсћмЊЌљoіуЉ“љйљB“їѕ¬њ…«ъУѕѕрƒzљ”о^µƒ ’њsЖЦо}£ђ‘м≥… ’њsЖЦо}”–ƒƒО„ВАЈљ√ж,°£
‘м≥…њ…«ъУѕѕрƒzљ”о^ ’њsЖЦо}÷ч“™±нђF(xi®§n)‘Џ“‘ѕ¬О„ьc£Ї
°°°°“ї°Ґ„ҐЋ№ƒ£Њя,£їґаЭ≤њЏƒ£Њя“™’{(di®§o)’ыЄчЭ≤њЏµƒ≥дƒ£Ћўґ»£ђ„оЇ√М¶ЈQй_‘OЭ≤њЏ,°£ƒ£ЊяµƒкP(gu®°n)жI≤њќїС™”––ІµЎ‘O÷√јдЕsЋЃµј£ђ±£„Cƒ£ЊяµƒјдЕsМ¶ѕы≥эїтЬp…ў ’њs∆р÷шЇ№Ї√µƒ–Ієы,°£’ыВАƒ£ЊяС™≤їОІ√Ђіћ«“Њя”–Їѕƒ£√№Јв–‘£ђƒ№≥– №ЄяЙЇ,°ҐЄяЋў°ҐµЌр§ґ»»џЅѕµƒ≥дƒ£,°£
°°°°ґю,°Ґ„ҐЋ№‘OВд£їє©Ѕѕ≤ї„г,£ђ„ҐЋ№ЩC¬ЁЧUїт÷щ»ыƒ•УpЗј÷Ў£ђ„Ґ…дЉ∞±£ЙЇХr»џЅѕ∞l(f®°)…ъ¬©Ѕч,£ђљµµЌЅЋ≥дƒ£ЙЇЅ¶ЇЌЅѕЅњ,£ђ‘м≥…»џЅѕ≤ї„г°£ЗК„мњ„ћЂіуїтћЂ–°,°£ћЂ–°Дt»Ё“„ґ¬»ыяMЅѕЌ®µј£ђћЂіуДtМҐ є…дЅ¶–°,£ђ≥дƒ£∞l(f®°)…ъјІлy°£
°°°°»э,°Ґ…ъЃa(ch®£n)є§ЋЗ£ї‘цЉ”„Ґ…дЙЇЅ¶,£ђ±£ЙЇЙЇЅ¶£ђ—”йL„Ґ…дХrйg,°£М¶”ЏЅчД”–‘іуµƒЋ№Ѕѕ,£ђЄяЙЇХюЃa(ch®£n)…ъпwяЕ“э∆рЋъњ”С™яmЃФљµµЌЅѕЬЎ£ђљµµЌЩCЌ≤«∞ґќЇЌЗК„мЬЎґ»,£ђ єяM»л–Ќ«їµƒ»џЅѕ»ЁЈe„ГїѓЬp…ў,£ђ»Ё“„јдєћ;М¶”ЏЄя𧴻Ћ№Ѕѕ£ђС™ћбЄяЩCЌ≤ЬЎґ»,£ђ є≥дƒ£»Ё“„,°£ ’њs∞l(f®°)…ъ‘ЏЭ≤њЏЕ^(q®±)”тХrС™—”йL±£ЙЇХrйg°£ћбЄя„Ґ…дЋўґ»њ…“‘Ё^Јљ±гµЎ є÷∆Љю≥дЭM≤Ґѕы≥эіу≤њЈ÷µƒ ’њs°£±°±Џ÷∆ЉюС™ћбЄяƒ£ЊяЬЎґ»,£ђ±£„CЅѕЅчнШХ≥;Їс±Џ÷∆ЉюС™ЬpµЌƒ£ЬЎ“‘Љ”Ћў±н∆§µƒєћїѓґ®–Ќ°£—”йL÷∆Љю‘Џƒ£Г»(n®®i)јдЕsЌ£ЅфХrйg,£ђ±£≥÷ЊщДтµƒ…ъЃa(ch®£n)÷№∆Џ£ђ‘цЉ”±≥ЙЇ,£ђ¬ЁЧU«∞ґќ±£Ѕф“їґ®µƒЊПЫ_Й|µ»Њщ”–јы”ЏЬp…ў ’њsђF(xi®§n)ѕу°£µЌЊЂґ»÷∆∆ЈС™Љ∞‘з≥цƒ£„М∆д‘Џњ’Ъв÷–їтЯбЋЃ÷–ЊП¬эјдЕs,£ђњ…“‘ є ’њs∞ЉѕЁ∆љЊП”÷≤ї”∞нС є”√,°£
°°°°Ћƒ°Ґ‘≠ЅѕЖЦо}£Ї‘≠ЅѕћЂ№Ы“„∞l(f®°)…ъ∞ЉѕЁ,£ђ”––ІµƒЈљЈ® «‘Џѕрƒzљ”о^„ҐЋ№я^≥ћ÷–Љ”»л≥…ЇЋД©“‘Љ”њмљY(ji®¶)ЊІ°£
ѕрƒzљ”о^ Уѕ–‘ѕрƒzљ”о^°≠
ѕрƒzљ”о^,°Ґњ®єњѕрƒzљ”о^°ҐіуЈ≠яЕѕрƒzљ”о^–¬№Sѕрƒzљ”о^ПSЉ“,£ђМ£ШI(y®®)…ъЃa(ch®£n)£ђЅњіуПƒГЮ(y®≠u),£°
≤їдPдУлpЈ®ћmѕёќї…мњs°≠
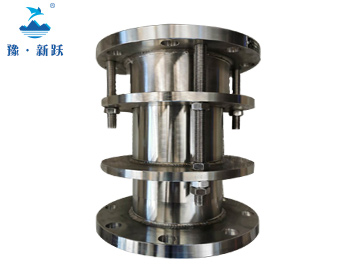
≤їдPдУлpЈ®ћm…мњsљ”о^ «”…±Њуw°Ґ√№Јв»¶,°ҐЙЇ…w°Ґ…мњsґћє№µ»÷ч“™≤њЉюљM≥…,°£‘ЏЋ…ћ„…мњsљ”о^‘≠”––‘ƒ№µƒїщµA…ѕ‘ц‘Oѕёќї—b÷√,£ђ‘Џ„оіу…мњsЅњћО”√лp¬ЁƒЄжiґ®°£є№µј‘Џ‘ ‘Sµƒ…мњsЅњ÷–њ…“‘„‘”……мњs,£ђ“їµ©≥ђ°≠
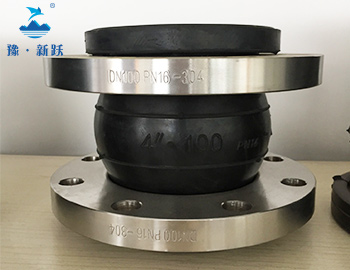
њ…«ъУѕѕрƒzљ”о^
њ…«ъУѕѕрƒzљ”о^ЇЖљйњ…«ъУѕѕрƒzљ”о^”÷љ–„цѕрƒzє№№Ыљ”о^,°Ґ»б–‘ѕрƒzљ”о^°Ґѕрƒz№Ыљ”о^,°Ґѕрƒzљ”о^°ҐЄяЙЇѕрƒzљ”о^,°ҐѕрƒzЬp’р∆ч°Ґ—aГФ∆чµ»,°£∞іяBљ”Јљ љЈ÷Ћ…ћ„Ј®ћm љ,°Ґєћґ®Ј®ћm љЇЌ¬ЁЉy љ3ЈN£ї∞іљY(ji®¶)ШЛ(g®∞u)њ…Ј÷°≠

»ЋЈјі©ЊА√№й]ћ„є№
і©ЊА√№й]ћ„є№’f√ч£Ї1,°ҐЃФ”≠ЋЃ√жЮйЄѓќg–‘љйў|(zh®ђ)Хr,£ђњ…≤…”√Јвґ¬≤ƒЅѕМҐњpѕґЈвґ¬;2.ћ„є№і©Й¶ћО»з”цЈ«їмƒэЌЅЙ¶±ЏХr,£ђС™Њ÷≤њЄƒ”√їмƒэЌЅЙ¶±Џ£ђ∆дЭ≤„ҐЈґЗъС™±»“н≠h(hu®Ґn)÷±Пљ£®DS)іу200,£ђ≤Ґ«“±ЎнЪМҐћ„є№“їіќЭ≤єћ°≠
![»ЋЈјі©ЊА√№й]ћ„є№](/UpFile/202003/2020030354335485.jpg)


 ќҐ–≈
ќҐ–≈